

Sectors:
Technology:
Production of biogas by dry fermentation
The superiority of this technology is already apparent from the wide diversity of suitable substrates. Bulk materials with a high dry-substance content can be digested without need for any complex pre-treatment of the fermentation material. The principle is quite simple: in the absence of air and following inoculation by previously fermented material the biological waste begins to digest immediately resulting in the production of biogas. The process is a single-step fermentation process that employs batch operation. Single step in this sense means that the various degradation reactions (hydrolysis acidification and methanization) constitute one process step.
Filling the digesters using batch operation
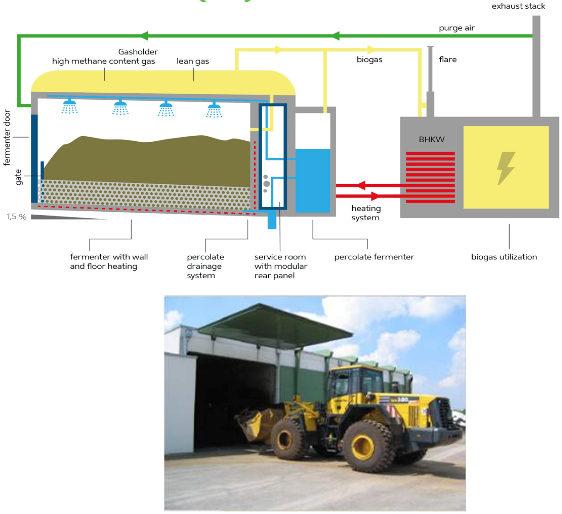
The organic waste is collected in a tipping building and taken to the garage-shaped fermenter by wheel loader. Inoculation takes place by mixing the fresh material with material that already has been in a fermenter. Once it has been filled the fermenter is closed off by a hydraulic hatch and the process of organic waste fermentation initiated. Excess cell fluid (percolation liquid) discharged during the fermentation process is collected by a drainage system and returned to the fermenting material in a cycle to keep it moist. Wall and floor heating are used to keep the temperature of the microorganisms’ constant. In this way the conditions in the fermenter are maintained at an optimum level for the bacteria used in biogas production. This requires neither further mixing of the materials nor the addition of further material.
Continuous generation of electricity and heat
The biogas thus produced is generally utilized in combined heat and power (CHP) units for generating electricity and heat. Continuous operation of the CHP is ensured by filling and operating several fermenters at staggered time intervals. The electricity generated is fed into the electrical grid and is remunerated or sold on subject to the national feed-in tariffs. Only a small proportion of the excess heat produced is required for operating the plant. The majority of the heat energy generated is utilized externally; for example, it may be fed into a local or district heating grid or used for drying materials.
Generation of biomethane
Alternatively, to power generation the produced biogas can be processed into biomethane. This can then be fed into the natural gas grid or used as vehicle fuel (compressed natural gas). Thereby the generated energy can be stored and used in a wider market.
Benefits:
wall and floor heating system extremely reliable simple robust technology with low operating costs reliable technology automatic software system with remote control superior safety concept complex safety is patented financing design technology supplier construction site supervision and commissioning technology’s performance operation management maintenance repair service longstanding experience international reference projects
Dry fermentation
Until now, biogas technology has mainly concentrated on wet fermentation of agricultural waste. Processability of polluted materials with a high dry matter content like municipal solid waste was limited. The recently developed dry fermentation process allows high methane yields requiring no conversion into a pumpable liquid substrate. This method renders fermentation of municipal solid waste possible with up to 50 % dry matter content. Garbage is filled into the garage-type reactor and fermented under airtight conditions. It is then inoculated with substratum that has already been fermented. Continuous inoculation with bacterial matter occurs per recirculation of percolation liquid, which is sprayed over the organic matter in the digester. During the fermentation process, no further mixing, pumping or stirring is necessary inside the digester, nor is further material added. Excessive percolation liquid is collected in a drainage system, temporarily stored in the percolation tank, and then re-sprayed over the biomass in the digester.
Dry fermentation technology is a good alternative to an enlarged and more well-known wet fermentation. It is especially suitable for farms, businesses involved in the waste management sector and municipalities. These subjects do currently have to decide how to deal with bio-waste which is a problem for them. Instead of expensive liquidation of this waste through the use of dry fermentation it can brings economic benefits. Biowaste, which was a problem becomes a precious commodity.
Dry fermentation technology is simpler than the wet version. The fermenters are characterized by having a generally common shape of the building. They are filled and unloaded using the front loader. Dry fermentation is a discontinuous process in which is the material in the fermentation boxes heated to operating temperature and spraying by the processing liquid. There is a depletion of oxygen in a short time and start on the process of anaerobic fermentation and biogas production in fermenters. The material remains approximately 4-5 weeks in the process. After this period biogas production is decreasing and the material is removed. The residual material can be used as valuable organic fertilizer or can be further composted. Produced biogas is burned in a cogeneration unit which produces electricity and heat.
The advantages of dry fermentation:



Dry fermentation for organic waste and farm manure
Dry fermentation (SSAD) in a biogas plant involves the fermentation of organic feedstocks to produce biogas under anaerobic conditions (without atmospheric oxygen). The solid fermentation plant consists of drivable, gas-tight and acid-resistant concrete fermenter boxes, which are filled and emptied with a time delay (discontinuous or batch operation).
About 12-24 h before the biomass is introduced into the fermenter box, it is piled up or pushed on with the wheel loader to form a loose, well-mixed solid bed (heap), usually outside the fermenter box. The solid bed thus prepared heats up due to incoming atmospheric oxygen (pre-composting), which supports and accelerates the heat and moisture input at the beginning of fermentation.
Subsequently, the substrate heap is fed into the fermenter box with the wheel loader (if necessary with a pusher shovel) up to the previously defined filling level. After insertion of the impact wall, the fermenter box is closed with a gas-tight gate. The fermentation substrate in the fermenter box is sprayed several times a day with percolate, which is collected and returned to the percolate tank. The insulated and stirred percolate tank is designed as a standing cylindrical round tank with double membrane gas storage.
The percolate is a process liquid which contains all essential microorganisms, nutrients and buffer substances for the biogas process and starts and maintains the biogas process at an appropriate temperature.
Ren ergon Solid Digestion is a simultaneous fermentation (RSD-Ren ergon Simultaneous Digestion), where the stackable biomass in the fermenter boxes and discharged acids in the percolate tank are converted to biogas. This robust technology is based on natural processes and therefore requires no complex technology.
Dry Fermentation Digester
Dry Fermentation technology differs from traditional “wet digester” tank systems that utilize liquid feedstock and physically stir and agitate materials with moving parts.
Our Dry Fermentation (aka high-solids) technology uses a batch-style approach where waste material remains stationary during anaerobic digestion, requiring no internal moving parts. These attributes allow our Dry Fermentation digester to recover energy from almost any kind of organic waste.
The system is comprised of individual rectangular fermentation chambers (each with 114’ x 23’ x 17’ dimensions) where the biomass is loaded by a front-end loader and remains for ~28 days. Modular construction design allows the system to be scaled according to the amount of organic material available at the particular operation, with annual waste streams starting at ~8,000 tons and up.
Biogas produced is collected inside a flexible gas storage bag and is then continuously fed to the biogas utilization source. Biogas can be either used in a combined heat and power (CHP) unit to generate electricity and heat, or upgraded to renewable natural gas (RNG) for gas grid injection and vehicle fuel as compressed natural gas (CNG).
Dry Fermentation
1/1
Feedstock
Advantages of Dry Fermentation
Dry Fermentation is best suited for operations that process organic waste with a total solids content greater than 25%, including:
Safety and Plant Monitoring
All biogas systems are constructed with the highest degree of safety in mind. Standard safety installments include: fire and explosion protection, pollution control, ventilation, biofilters, noise prevention, ground water certification, and lightning deterrents.
All functions of the plant are monitored through the automated plant control system. The software continuously keeps a log of all data points and displays an easy-to-read plant schematic. This allows the operator to oversee the plant operation, biogas production and possible malfunctions.
Continuous monitoring of conditions inside each fermenter is an integral safety measure. By checking and evaluating aspects such as methane, carbon dioxide and hydrogen sulfide levels, a plant operator is instantly alerted if a problem arises. Plants can be shut down via automated controls so that any irregularity can be fixed.

{kind=link}

Owned and operated by Zero Waste Energy Development Company (ZWEDC), the anaerobic digestion facility is a joint venture between GreenWaste Recovery and Zanker Road Resource Management. The companies came together to take organics recovery to the next level—composting organic material to keep it out of landfill while extracting its energy value.
“Our company started to transform the way we look at waste,” said Rich Cristina, President of ZWEDC and host of the event. Cristina told the 600+ crowd, “We saw there was no such thing as waste, no such thing as garbage. We looked at the materials collected and being composted and saw the potential for greatness.”
Another firm, Zero Waste Energy, LLC (ZWE) holds the exclusive license for the patented anaerobic digestion technology in the Americas and Asia with 20 projects in the planning and development phase throughout North and South America, as well as China and the Middle East. The facility is enclosed and ventilated and includes 16 anaerobic digesters plus four in-vessel composting tunnels. Dry fermentation anaerobic digestion is a natural biological process whereby bacteria break down organic matter in an oxygen-free environment. Decomposition occurs in several stages and converts organic matter into a combustible biogas with a high methane content.
Eric Herbert, CEO of ZWE, was on hand to explain the technology. “We’re sitting in an organic waste processing facility,” said Herbert. “We’re doing what nature does, very efficiently in a controlled way. The significance of this facility is the demonstration of this technology in the U.S. on a major commercial scale. But organic waste and its proper treatment and green energy is what this project is all about.”
The ZWEDC facility models how to reduce landfill statewide and worldwide. The high-quality compost produced will be used to enrich soils, and the renewable biogas will provide both onsite power and power for sale to local users of green energy. Development of the ZWEDC facility moves San José closer to achieving its goal of zero waste to landfill by 2022.
City of San José Mayor Reed spoke about the city’s implementation of its Green Vision, saying, “Our Green Vision has ten bold goals. One of those goals is to be a zero waste city. We already do the recycling part. What about the organics, the largest single category going into the waste stream? We knew we needed to be creative and innovative and build something like this.”
U.S. Congressman Mike Honda congratulated everyone involved with the project for helping future generations. “The global production of organic waste is 600 billion tons per day, and here in this valley is how to address that global waste accumulating. Because of this first spot, this kind of sustainable activity can now grow in other parts of the country and other parts of the world.”
CalRecycle Director Caroll Mortensen delivered the facility’s official operating permit from the State and affirmed, “This it the type of project that Governor Brown and his administration sees as the future of California, attaining not just environmental goals but creating and sustaining jobs, renewable energy, fuel production, and diverting greenhouse gasses.”
The audience in attendance for the invite-only luncheon, presentations, and tours included elected officials from surrounding cities and counties, as well as business and industry groups representing construction, finance, nonprofits, and education.
As wet fermentation facilities in the area of waste utilization require an extensive and often highly energy-consuming treatment of the fermentation substrate, dry fermentation facilities are moving more and more into the focus of attention. Dry fermentation facilities are available with different process technologies, the manufacturing of a material mix that is suitable for pumping is however not necessary for any of these procedures. Other than procedures with a pure irrigation of the conditioned percolate over the material substrate, there are also facilities with propulsion shovels and low throughput of material on the market. Thus, a continuing material flow can be realized, and the discontinued filling and drawdown do not apply.
Solid Waste District Pilots Dry Fermentation Digester
Small-scale anaerobic digester on Monterey Peninsula is processing 5,000 tons/year of source separated organics. Power is sold to an adjacent wastewater treatment plant.
Abbie Beane
BioCycle November 2013

The SmartFerm containers, now manufactured in the U.S., were dropped into place using a crane.
Special events, restaurants and other commercial businesses in the Monterey region of California have found a way to close the compostable waste loop and produce usable electricity at the same time. The electricity is produced via dry fermentation anaerobic digestion (AD) units that came online this spring at the Monterey Regional Waste Management District (MRWMD) in Marina.
The pilot AD project is a public-private venture between MRWMD and Zero Waste Energy (ZWE), a California-based engineering technology firm that markets the SmartFerm dry digestion system. William Merry, MRWMD general manager, met representatives from ZWE at the BioCycle Renewable Energy From Organics Recycling Conference in Madison, Wisconsin in 2011. “For a couple years prior we had been considering the next step in diversion and were interested in AD for organic matter,” Merry recalls, noting that AD could help the District attain higher waste diversion. “We decided to try this small-scale pilot, which was relatively low risk and low cost.”
MRWMD told ZWE that they wanted the AD units, but were not in a position to buy them. It could, however, offer to support ZWE operations staff via tip fees as well as sale of electricity produced at 12 cents per kWh and an accelerated permitting process, which was 15 months from conception to operation. “We felt this AD pilot was an important first step for our community,” Merry says.
It was no small feat to get the equipment to this short stretch of coastline. Four prefabricated, airtight digesters (12 feet wide, 12 feet tall and 40 feet long) were designed, built and assembled in Germany. After being tested, they were disassembled and packed in seven very large containers, and shipped through the Panama Canal to Long Beach, California, then transported to Marina. The pilot project is designed to process 5,000 tons of mixed food waste (70 percent) and green waste (30 percent) annually. “This was an expensive and time consuming venture,” says Dirk Dudgeon, vice president of business development for ZWE. “We did this to prove the technology would work in the U.S. But we knew building and shipping from Germany would not be sustainable. SmartFerm units are now built in the U.S.”
The pilot project is sized to process 5,000 tons/year of mixed food waste (70% of mix) and ground yard trimmings (30% of mix).
Digester Operations
Source separated food waste from commercial and institutional generators is hauled to the MRWMD in Marina. After unloading, the material is visually inspected and contaminants are removed. The food waste is mixed with ground yard trimmings and stored for three to four days in a receiving storage bunker. The bunker is kept under negative aeration, with air treated in a biofilter near the AD units. Feedstock is placed in the digesters with a front-end loader. The digester vessels also can operate under negative aeration to draw air into the biofilter to minimize odors during loading. Each digester unit can hold 60 to 65 tons of material. The SmartFerm system operates in the thermophilic temperature range. Aeration trenches are built into the floor.
As soon as the digester door is sealed following loading, the system operates aerobically until the material reaches 125° to 130°F. At that point, the system switches over to the anaerobic process. The air is drawn out of the vessel and the percolate (microorganism-rich liquid) is introduced via an overhead spray application. For digester start-up, ZWE seeded the percolate tank with liquid cow manure. “Because our technology operates at thermophilic temperatures, PFRP is achieved in the 25- to 28-day retention time,” adds Dudgeon. The percolate is stored in a below ground holding tank of approximately 86,200 gallons.
Two roof-mounted expandable “bladders” store the biogas from the digesters prior to being piped into the combined heat and power unit (CHP). The facility has a 2G Cenergy 100 kW CHP engine. An emergency backup enclosed flare burns the biogas when the engine is down for maintenance and when the biogas is not of sufficient quality to be burned in the engine. All electricity generated by the engine is transmitted to the adjacent Monterey Regional Water Pollution Control Agency (MRWPCA) facility.
Heat extracted from the engine exhaust is used to maintain thermophilic temperatures (151°F) within the percolate tank. After the digestion phase is complete, the digestate is removed from the vessels, blended with woody materials and other green waste, and taken to an existing on-site windrow composting facility currently operated by Keith Day Composting. Percolate is collected and contained within the AD unit, screened for solids and then pumped back into the percolate tank for reuse. So far, ZWE has not had to add water to the system, which has been able to capture condensate (and leachate from the storage bay) and send it to the percolate tank. The system is also operating well below a 5 percent parasitic power load (electricity needed to operate the plant) and conserving the heat generated.
Assessing The Benefits
The MRWMD/ZWE anaerobic digester has capacity to process about 120 tons of green waste and 280 tons of food waste per month, with an annual operating cost estimated at $226,908 (including expenses for MRWMD operations, a part-time technician and processing of both waste streams). Based on operating data from May through July 2013, the project reached its highest throughput in May (at 82% of capacity). The average monthly tipping fee revenue was $11,130 (green waste tip fee is $23.50/ton and food waste fee is $38/ton) and the monthly electricity billing maximum was $7,776 ($19.64/ton for electricity revenue), according to Jeff Lindenthal, MRWMD Deputy General Manager for Community Programs. The methane content is 63.5 percent, and there is a 90 percent maximum electricity potential (due to 5 percent downtime for maintenance and 5 percent demand for parasitic load). Staffing needs are 15 hours/week for one operations person.

{kind=link}
Feedstock is placed in the digesters using a front-end loader (top). Each unit can hold 60 to 65 tons of material. After 25 to 28 days of dry fermentation, digestate is removed from the vessels, blended with woody materials and taken to an adjacent windrow facility operated by Keith Day Composting (above).
MRWMD has been pleasantly surprised to learn that they are able to run a higher food waste to green waste ratio than expected — 70 to 80 percent — and that the digestate has revealed no pathogens or trace metals. The digesters will also accept certified compostable service ware — helping restaurants and special events strive for “zero waste.” They decompose after 60 to 90 days in the composting windrows following the approximately four week residency in the digesters.
The digester is supplying about 10 percent of the nearby wastewater treatment plant’s energy need at 12 cents per kWh, and accounts for 90 percent of energy the AD plant is producing. “We wanted to diversify our power portfolio and be self-sustaining,” says Brad Hageman, manager of MRWPCA, which also utilizes its own digester’s power as well as five acres of solar designated for its second tertiary plant. “We also share property and board members with MRWMD so we are always looking for projects to collaborate on.”
One of MRWMD’s ongoing snafus with the digester is feedstock content — not only preventing contamination, but also limiting the amount of less energy-rich “dead stock” from the yard trimmings mixed into the food waste. The District is in need of an optimal yard waste collection route that delivers directly to the digester site during an optimal time for mixing with incoming food scrap loads.
At the outset, the AD operation also experienced some issues capturing optimal electricity output, which led to lower electricity revenue. As a result, MRWPCA had to install a utility grade meter to capture actual electrical performance. In the future, not only does the region hope to expand its compostable materials programs, but MRWPCA may also seek more power for an advanced water replenishment treatment program on the Peninsula. More AD units like the current ones or another power plant project are options on the table.
Food Waste Diversion
Food scraps and other compostables have been composted in windrows at MRWMD since 2008. The pilot digester project has increased the waste district’s ability to process more source separated food waste. Today, about 50 Santa Cruz County businesses and 25 Monterey County businesses and dozens of special events on the Monterey Peninsula are diverting their organics to MRWMD.

{kind=link}
Food scraps from special events on the Monterey Peninsula are diverted to the MRWMD dry fermentation digester.
Starting in August 2012, Waste Management began operating a six-month commercial food scraps collection pilot that is now beyond the pilot phase and has grown to 12 businesses. Monterey City Disposal Services started its six-month commercial food scraps pilot in November 2012. This program is also now permanent and has 11 subscribers. Those bringing their food scraps and other compostables to MRWMD include individual businesses such as Whole Foods in Montereyas well as Peninsula special events like the Big Sur International Marathon (BSIM) and Half Marathon. At its 2013 event, BSIM was able to accomplish approximately 96 percent waste diversion.
At the Community Hospital of the Monterey Peninsula (CHOMP), employees asked management to pursue environmental sustainability, as CHOMP is the largest employer on the Peninsula and healthcare is known for its large waste footprint. Alicia Molina, an executive assistant at CHOMP and a leading member of the Monterey Regional Compost Coalition (a group of local businesses, nonprofits and industry stakeholder’s instrumental in pushing for commercial food scraps collection routes in the region), says the management support at CHOMP has been crucial to a successful program. “We also started small by beginning with food dehydration, so separating food waste was already part of the daily routine,” Molina reports. “Our next challenge is to capture even more scraps beyond just the food prep areas. There is huge potential.” CHOMP’s prep areas alone generate fifteen 64-gallon carts of food scraps weekly.
Dry Fermentation for Biogas Plant with High TS%
Dry Fermentation technology differs from traditional “wet digester” tank systems that utilize liquid feedstock and physically stir and agitate materials with moving parts. During the fermentation process, no further mixing, pumping or stirring is necessary inside the digester, nor is further material added.
The fermenters are characterized by having a generally common shape of the building. They are filled and unloaded using the front loader. Dry fermentation is a discontinuous process in which is the material in the fermentation boxes heated to operating temperature and spraying by the processing liquid. There is a depletion of oxygen in a short time and start on the process of anaerobic fermentation and biogas production in fermenters. The material remains approximately 4-5 weeks in the process. After this period biogas production is decreasing and the material is removed. Excessive percolation liquid is collected in a drainage system, temporarily stored in the percolation tank, and then re-sprayed over the biomass in the digester.
The residual material can be used as valuable organic fertilizer or can be further composted. Produced biogas is burned in a cogeneration unit which produces electricity and heat. Dry Fermentation is best suited for operations that process organic waste with a total solids content greater than 25%, including: Food waste, Yard clippings, Dry manure on bedding,Other high-solids waste.
Advantages:
1) High total solid content (TS) in digested material can be up to 25-50%. Thus applicable to single or mixing raw material, e.g. municipal organic wastes, straw, livestock & poultry manures, etc.
2) Small fermentation tank, no requirement of a slurry storage tank, and the slurry can directly be applied as organic fertilizer for use after dry digestion
3) The possibility of processing non-homogeneous material with lower quality and containing different additives without pretreatment (technology suitable for energy recovery from biowaste)
4) Low energy consumption of system due to no operating equipments
5) Low maintenance cost, high reliability of automation control and low degree of reliance of system on mechanical equipments
6) High biogas yield (100-180 m³/t), high methane content in biogas (60%-70%) and low H2S content (20-50 ppm)
7) Modularized design and convenient capacity expansion
8) High economic benefits & profits from power and heat generation, organic fertilizer, treatment of extra municipal wastes, etc.
Management System Certification: ISO9001:2008, ISO14001:2004, OHSAS18001:2007
Company Introduction:
Shandong Mingshuo New Energy Technology Co., Ltd. Specializes in biogas project. The company is the production base of medium and large biogas equipments in China, the member of China Biogas Association, the member of China Association of Rural Energy Industry. The company is the recommended member of CCTV Website Enterprise Channel and China Import and Export Commodity Website, the most complete and excellent biogas equipments manufacturers in China. Mingshuo is a professional company integrating the scientific research, technological design, production and debugging service. The company specializes in the production of desulfurizer, desulfurization equipments and biogas equipments. Such as, Mingshuo MTZ biogas dedicated desulfurizer, MT ferric oxide desulfurizer, 889 wet desulfurization catalysts, water treatment agent, MS biogas dedicated desulfurization tanks, thioniers, biogas dedicated gas-water separators, assembled tanks, gas holders, positive-negative pressure protectors, biogas dedicated flame arresters, biogas boilers, deironing magnetic separation equipments, etc.
Advantages of dry fermentation processing
- Compact design, modularly expandable
- Minimal maintenance, robust technology, low machine/technical costs
- Few moving parts, low wear and tear
- Latest control systems utilise process control engineering
- Low energy consumption of processing operations
- High gas yields plus superior gas quality
- Use of existing machinery to fill biomass (wheel loaders, front loaders)
- Insensitive to distributing materials (e.g. foil, untrimmed logs, sand, etc.)
- No costly storage for fermenting substrate (as compared to wet processing)
- Reduce wastevolume by 60% at lowest cost
- Additional cost advantages in countries or areas with water shortage

German Biogas technology provides the most effective process to prepare, store and ferment input materials, depending on your particular requirements.
Our solutions are extremely flexible for diversified industrial waste, such as:
- Wastewater from the paper industry
- Protein waste from the pharmaceutical industry
- Waste from the food and beverage industry (dairy, floatation tailings, offal, etc.)
- Leftovers from the food industry
Critical advantages of the German Biogas system: low investment costs, low operating costs and a high level of dependability.
- The digester is a gas-tight completely sealed tank made from steel or concrete with two foil layers and a bio-desulphurisation system inside.
- Maintenance of the systems can usually be carried out while the system is running, providing efficient hourly use and allowing for maximum hourly operation.
- The automated operation system controls the operation of the biogas plant. Within the control procedures, components can be automatically or manually controlled or switched on and off.
More output from waste:
- The two main products biogases can be used for is to generate electric power, or with innovative technology, biogas can be treated to reach the quality of natural gas and be used as fuel.
- The thermal heat produced by the CHP can be used to heat the biogas facilities and some heat can be accessed to generate heat/cooling energy.
- Solid residue can be used as organic fertilizer.
·
Biowaste Treatment: KOMPOFERM® dry fermentation
- The KOMPOFERM® dry fermentation provides a robust and efficient technology for the treatment of biowastes coupled with high rates of biogas production. The technology is based on a number of dry fermenters in combination with a percolation tank. A good number of operating plants using the technolgy confirm the approach placing high emphasis on process control and safety measures.
- Description
- Input: Biowaste (including contaminents)
Process: mesophil batch dry fermentation
Output: Biogas (electric power, heat), compost, separated contaminents
PRE-TREATMENT
Biowastes can be pre-treated through initial screening (80 – 100 mm) or directly processed if it seems to be adequate. Intensive comminution and addition of liquid is not necessary as the substrate does not need to be transformed into a pumpable status.
START-UP OPERATION
The filling of the fermenter tunnel is carried out with a wheel loader. The gas tightness of the fermenter gates is guaranteed by a circular compressed air sealing with a special profile. Within the first hours the material is aerobically pre-treated via the aerated floor. The required mesophile process temperature is quickly achieved by self-heating and the hydrolytic degradation of the biomass is already initiated.
FERMENTATION
The actual digestion phase is initiated by the termination of the aeration and a simultaneous inoculation with anaerobic biology through irrigation with pre-heated percolate. The organic acids are effectively dissolved in the drainage liquid, discharged into the percolate fermenter and there immediately transformed through the permanently available methanogenous biology.
Thus any acidification is successfully prevented. After a few days the methane forming biology is established in the fermenter tunnel, and the main gas formation occurs here. To support the process, percolate is evenly spread at a high rate over the substrate by means of a sprinkler system. The gas mixture generated during the early fermentation phase can already be delivered to the gas storage, as all of the dry fermenters are operated in a temporarily staggered batch mode. The large-scale biogas storage fully balances the discontinuous biogas production of the individual fermenter. The anaerobic process is bound to high moisture contents in the substrate and an intensive exchange of the metabolic products within the plant components. The effective discharge of the percolate is guaranteed by means of the floor gradient, drainage channels and hole-grid segments which are installed at the inner walls of the fermenter. Accumulation zones in the substrate are prevented through the additional horizontal drainage while a current flow-through of the pile with a high amount of percolate is assured. The closed loop operation by means of the heated percolate fermenter also guarantees that the necessary process temperature is maintained. A problematic sedimentation of mineral fines in the percolate fermenter is impossible, as the self filtering function of the substrate is used and an additional sand trap is installed.
PROCESS TERMINATION
After three weeks of retention time the gas production eases in the dry fermenter tunnel. At this time the digestion process is directly stopped through the termination of percolation and intensive aeration (oxygen supply). An efficient rotary piston blower is used for necessary high-pressure aeration. Hence any biogas contained in the pore volume of the substrate is reliably expelled. The exhaust air is lead to the gas storage until the methane content falls below a certain threshold level, then switched versus the biofilter. After that the digestate will be discharged by means of a wheel loader from the fermenter tunnel. In order to adhere to the worker’s protection rules and protection from emissions the fermenters are de-aerated with a three-fold air exchange rate during the filling and discharging processes. The final product of the treatment is a kind of digestate compost which can suitably be conditioned in a further process according to the intended application. - Supporting tools
- – none to low pre-treatment of input
– maximum of 10% digestate is required for inoculation
– aerobic start up phase for quicker start of the process
– special drainage system allows high percolate exchange rates
– aerobic shut down operation - Innovative aspects (enviromental, social, economic)
- – robust process technology also with high impurity content (sand, plastics, textiles, fibers)
– low pump wear due to few solid content in percolate
– biological stabile process, simple process control
– high plant availability, less failure, short revision/inspection times
– small amounts of waste water (no mechanical solid-fluid separation)
– low electrical and thermal energy consumption for the process
– easy further treatment/ processing of digestate in the composting process
– a maximum of 10% digestate is required for inoculation (reduces working effort)
– aerobic start-up phase for accelerated start of the process (use of aerobic self-heating)
– special drainage system allows high percolate exchange rates ( dynamic mass
exchange)
– fully equipped and big dimensioned percolate fermenter (high process stability)
– aerobic shut down operation (safe degassing, dewatering/ pre-drying of the residues)
Environmental Aspects
EXAMPLE OF A KOMPOFERM PLANT FOR BIOWASTE
Annual capacity 20.000 t/a
Reinjection of inoculation material max. 15%
Process period 21 days
Dry fermenter 8 pieces (22 m x 4.5 m)
Percolate fermenter 1 piece (Ø 16 m)
Gas storage volume 550 m³
Biogas yield 1,8 Mio. m³/a
Electricity yield, gross 3,75 Mio. kWh/a
Heat yield, gross 4,2 Mio. kWh/a
Digestate for further processing 17.500 t/a
Waste water amount max. 800 m³/a - Advantages
- – none to low pre-treatment of input
– maximum of 10% digestate is required for inoculation
– aerobic start up phase for quicker start of the process
– special drainage system allows high percolate exchange rates
– aerobic shut down operation - Constraints
- Lower specific gas yield compared to continuous mixed fermentation techniques
- Current stage of development
- Already on the market
Production of biogas by dry fermentation

- Simple with low operating costs
- Besides municipal source separated wastes, other organic wastes with a high dry-substance content can be processed for energy production. No pumps or mixers are necessary for operation. The material for fermentation generally requires no pre-treatment. The machine and personnel operation costs are less expensive compared to the wet fermentation process.
- Manufacturer: BEKON
- Country of Manufacturer: Germany
- Product Categories:
Energy Generation/Storage/Saving
Other Products/Services:
BIOFerm – Dry Fermentation System
SHARE
- Most popular related searches
- municipal organic waste anaerobic digestion anaerobic digester anaerobic digestion process anaerobic digestion system anaerobic digester system anaerobic digester process organic waste dry anaerobic digestion solid waste
BIOFerm plants consist of multiple concrete garage…
BIOFerm plants consist of multiple concrete garage style fermenters that can be sealed gas-tight. Biomass is loaded into these chambers by a front-end loader and remains in the chamber for an average of 28 days. Heat is delivered to the fermenters through in-wall radiant heat and through the percolate, which is sprayed onto the biomass through over-head sprinklers. Percolate also acts as an inoculum source since it contains the appropriate anaerobic digestion bacteria. Biomass remains stationary but the percolate and water produced during the digestion process are continuously captured through floor drains and re-circulated. The biogas that is produced by the anaerobic digestion process is collected into a flexible gas storage bag from where it is continuously fed to the biogas utilization source. Biogas is either used in a combined heat power unit that generates electricity and heat or it can be upgraded to pipeline quality natural gas.
Advantages of BIOFerm Dry Fermentation
The BIOFerm Dry Fermentation System is well suited to process municipal organic waste including yard waste and integrates well into a composting operation. It is virtually immune to physical contaminants as the input material remains stationary and does not come into contact with any moving equipment inside the fermentation chamber.
The batch style process is inherently more stable than a continuously fed complete mix system. If the bacteria in one fermentation chamber are out of balance/underperforming, it is less devastating to the system as a whole than other anaerobic digestion systems and the affected chamber can be quickly remediated by exchanging the substrate.
BIOFerm biogas plants are constructed with the highest degree of safety in mind. Standard safety installments include: fire and explosion protection, pollution control, ventilation, biofilters, noise prevention, ground water certification, and lightning deterrents.
All functions of the plant are monitored through the automated plant control system. The software continuously keeps a log of all data points and displays an easy-to-read plant schematic. This allows the operator to oversee the plant operation, biogas production and possible malfunctions.
Continuous monitoring of conditions inside each fermenter is an integral safety measure. By checking and evaluating aspects such as methane, carbon dioxide and hydrogen sulfide levels, a plant operator is instantly alerted if a problem arises. Plants can be shut down via automated controls so that any irregularity can be fixed.
Dry Fermentation Anaerobic Digestion Facility, California
Application:
MV Technologies supplied a low-cost solution for H2S removal from a 350 SCFM biogas stream generated at this digester facility. The anticipated H2S levels are 200-2,000 ppm, with occasional spikes to 5,000 ppm. The operator was spending several thousand dollars per week on an activated carbon H2S scrubber and additional costs associated with the frequent replacement of the activated carbon.
MV Solution:
The single vessel H2SPlus System is designed to deliver less than 25 ppm outlet H2S, regardless of fluctuating inlet H2S concentrations. The 12’ diameter x 11’-6” tall vessel utilizing 1,050 ft3 of enhanced iron sponge media is designed to last at least six-months before media replacement is required. Due to high cost of the activated carbon the operator considered shutting down the power plant prior to the installation of the H2SPlus System. The MV system allowed the power generation portion of the project to return to profitability.
Home > Technology > High-load Fermentation
Maximum load fermentation for best gas yields
Biogas operators around the world have to work with a great variety of feedstocks, and this often places high demands on the agitation equipment.
Agraferm started working on high-load fermentation of energy crops very early on. This maximum load (high-load fermentation/digestion) technology developed and supplied by Agraferm offers AD plant solutions to cope with very high viscosities without having to challenge operational reliability, flexibility and gas yield – whereas conventional plant technologies have to reckon with high dilution, process energies and wear.
This video shows typical highly viscous digester content and demonstrates the robustness and flexibility of our systems. They are much more independent of process water recirculation.
That is why Agraferm plants are regularly rated among the top performers, for example, in the German Federal Government’s KTBL measuring programme and BMPII biogas measuring programme.
Source: YENKIN-MAJESTIC PAINT CORPORATION submitted to
DEMONSTRATION OF THE DRY FERMENTATION OF FOOD AND YARD WASTE INTO BIOGAS AND BIOPRODUCTS FOR LARGE-SCALE INDUSTRIAL APPLICATIONS
Sponsoring Institution
National Institute of Food and Agriculture
Project Status
Non Technical Summary
Each year Ohio generates enough food waste at homes, restaurants, supermarkets and special events to pile on a football field a half mile high! Although recycling is at a record level, the national food scrap recovery rate is less than three percent and much more can be done to help reduce the amount of food scraps going to landfills. The goal of this Project is to demonstrate the operation of a dry fermentation (anaerobic digestion) system using a mixture of renewable biomass feedstocks comprising pre- and post-consumer food wastes from supermarkets and restaurants; combined with waste grass, leaves, stumps, sawdust, brush and trees; to produce biogas, heat, and power as an offset to natural gas and electricity for the manufacture of industrial coatings and polymers at the Yenkin-Majestic Paint Corporation in Columbus, Ohio. A Project objective is to operate the system at lower cost and with less greenhouse gas emissions than using conventional fuels, thus creating a more sustainable operation. There is an additional Project objective to determine the best way to efficiently collect and transport mixed food wastes to the facility. Anaerobic digestion is a process by which microorganisms break down biodegradable material in the absence of oxygen. As such this technology is considered a renewable energy source because the process produces a biogas suitable for energy production and helps replace fossil fuels. Biomass is fermented to produce biogas, which can be utilized directly in an industrial boiler, fed into a generator set for production of combined heat and power, or compressed into CNG. Each day the Project will collect 100 tons from a network of food and yard waste generators. The total cost of bringing waste to the proposed facility will be lower than alternatives, as the facility will be much closer to the source of waste generators and have lower disposal fees than a distant landfill. Once the material is received, it will be loaded into one of eight airtight “garage” type buildings where is will sit for 28 days. Liquid will be percolated into the stored biomass, collected at the bottom, and re-circulated through the pile as the digester ferments; and the biogas will be collected and moved to the downstream processes for cleaning and conversion to energy. After fermentation, the material will be cured in a building for an additional few weeks after which it can be used as high-grade compost. The gas, heat, and electricity produced from the Project will be consumed “off-grid” by Yenkin-Majestic Paint Corporation for purposes of supplying their energy needs, and also reducing greenhouse gasses, in their polymer and coatings production. This Project will demonstrate an off-grid, distributed combined heat and power system operated on renewable waste biomass and with low needs for additional resources such as city utilities, notably water and waste water. Thus, this system lends itself well to establishment in rural areas, particularly on farms or isolated manufacturing plants. The co-location of anaerobic digestion technology with an industrial manufacturing facility, whether liquid or dry fermentation, is novel.
Animal Health Component
100%
Classification
Knowledge Area
511 – New and Improved Non-Food Products and Processes;
Subject Of Investigation
5010 – Food;
Field Of Science
2020 – Engineering;
Keywords
Goals / Objectives
One objective is to demonstrate at scale the operation of a dry fermentation system operating principally (60 percent) on a renewable biomass feedstock of pre and post-consumer food wastes from supermarkets and restaurants and the remaining (40 percent) from renewable cellulosic waste sawdust, grass, leaves, stumps, brush and trees and other forms of wood wastes. The Project will produce biogas, heat, CNG, and electric power as an offset to non-renewable natural gas and electricity for the manufacture of coatings and polymers, and also produce compost as an agricultural co-product. Another objective is to operate the system at a net lower cost and with fewer greenhouse gas emissions (methane), and thus create a more sustainable operation than using conventional fossil fuels, as well as diverting substantial wastes from landfills. The role of Yenkin-Majestic as a consumer of the bioproducts on this project is to demonstrate a distributed “stand-alone” system producing significant energy necessary to operate a large industrial facility. Upon successful demonstration, this project can be mirrored in a rural application, at a large farm, food processing plant, or other rural-based manufacturing plants.
Project Methods
For some time now, as a nation we have been expending substantial resources on the growing of biomass for energy in competition with food and fiber crops. A different approach is to start with the conversion of biomass residuals and wastes that involve disposal or treatment costs and have already been collected or concentrated in a central location. The organic portion of material thrown into landfills ranges from 60 to 75 percent, of which food waste makes up between 15 and 20 percent. The scarcity of licensed facilities, costs of transportation, and internal handling costs make the food waste diversion economically challenging; and from the small amount of material in the state of Ohio that does go to a compost facility, there is no energy recovery. This Project will demonstrate that this same material with no significant preparation can be delivered to the Project for conversion to biogas, electricity and bioproducts. The BEKON dry fermentation technology uses anaerobic digestion followed by composting, a process that yields a biogas containing 55% methane, which may be combusted onsite to produce electricity, or purified to pipeline gas quality. Although anaerobic digestion for production of biogas is quite common in North America, all such existing processes employ wet feedstock (maximum solids of 8%). By contrast, the BEKON process utilizes the relatively dry organic portion of the MSW stream, with maximum solids of up to 50%. Biomass is introduced to the fermentation chambers in batches. A pile of biomass is fed into a fermentation chamber and left alone for about 28 days, during which time the biomass conversion runs automatically through the biological fermentation phases, based on a balanced mix of required substrates and bacteria. The residual biomass can be used for composting purposes. The Project’s dry fermentation units can be fed with a variety of different biomass components, composed of seasonally and constantly available raw materials. It is important to define and maintain a sustained mix and quality of raw material in order to ensure efficient biogas production. This requires some knowledge specific to the dry fermentation process, as well as constant monitoring and control of the operations of the plant. The targeted waste generators that can produce the required materials include grocery stores, restaurants, commissaries, caterers, sports venues, food processing plants, schools, hospitals and farms. The Project will be implemented in three phases over three years. Phase 1 will involve engineering, permitting, bidding, and contract negotiations. Phase 2 will involve site preparation, construction, equipment installation, start-up, and operational debugging. Phase 3 will involve the procurement and processing of biomass feedstock; the continuous-batch fermentation into biogas; the conversion of biogas into burner-tip ready biogas, compressed natural gas (CNG), and “green” electricity; the conversion of the residual mass into usable agricultural compost; the sale of such products at commercially-competitive prices; and the operation of the process at break-even or better in a safe and reliable manner.
| Progress 09/01/09 to 08/31/10 Outputs OUTPUTS: Much of the work on the project in the first year has centered on 1) finalizing the technology selection and 2) developing feedstock sources for the project. The project requires about 100 tons per day of biomass input consisting of approximately 70 percent food wastes and 30 percent yard wastes include woody waste. 1. A technology partner was selected, Harvest Power, and various analyses of different digester systems were undertaken. 2. Harvest Power requires the availability of a consistent, reliable and economical supply of feedstock (food waste and yard waste) which is critical to the success of the project. The business plan for commercialization of this technology is dependent on Harvest Power being able to collect what is known as a “tipping fee” for the receipt and processing of these waste materials and their conversion to fuel and power. Harvest Power at their own expense conducted a market study on the availability of yard and wood waste in the central Ohio market. 3. Yenkin-Majestic and its consultant Resource100 LTD conducted a series of outreach meetings describing the project and its needs to the members of project collaborator the Ohio Grocers Association. 4. Yenkin-Majestic and Resource100 have conducted informational and brainstorming meetings with waste collectors (large and small) and regional composting operators with an eye to develop business relationships for the delivery of feedstock to the project. 4. Resource100 reached out to 2 separate school districts and explained the project and facilitated the conduct of waste audits to determine the suitability and availability of food waste from schools. 5. The project as presently configured will reside in the geographical boundary of the Solid Waste Authority of Central Ohio (SWACO). SWACO is a local political subdivision under Ohio law and is responsible for managing solid wastes within its boundary. SWACO has broad rule-making capability that carries the force of law. One of the rules that SWACO has promulgated subsequent to the award of the project is a requirement that all solid wastes generated within its district be delivered to its landfill or another site that it has approved. This project, being new to SWACO, is not currently an approved site for the receipt of solid wastes. Yenkin-Majestic has had discussions with SWACO regarding the requirements and costs to be an approved site. PARTICIPANTS: Yenkin-Majestic (Andrew Smith), Resource100 LTD(Michael Long), and Harvest Power (Paul Sellew, Kate Wattson) have conducted the majority of the project related work. Partner organizations include the Ohio Grocers Association/Foundation (Tom Jackson and Tonya Woodruff) who have facilitated meetings with its members. Also Capitol Waste (Rob Smith), a Columbus-based waste hauler has been very helpful in understanding the economics and logistics of waste collection and hauling. Other contacts and discussions have been conducted with Waste Management, Kurtz Bros, Price Farms Organics, SWACO, the Delaware-Knox-Marion-Morrow Solid Waste District, the Columbus Zoo and Aquarium, DeSales High School and the Upper Arlington School District. TARGET AUDIENCES: As previously described, the focus of the project has been on feedstock development and delivery contracts. The target audiences include the food waste and yard waste supply chain which includes generators (supermarkets, restaurants, and schools), waste collectors (Capitol, Waste Management), processors and end users (Harvest Power, Kurtz Bros, Price Farms Organics) and regulators (SWACO, Ohio EPA and Health Departments). Brainstorming and facilitated meetings have been conducted with all elements of the supply chain to: 1) alert them of the project and its benefits; 2) attempt to develop business partnerships; 3) assess project feasibility in current market conditions. PROJECT MODIFICATIONS: For all the reasons previously described, the project is not expected to be feasible under current natural gas market conditions, solid waste regulations and feedstock availability. It may be feasible at a different location within the state of Ohio or with a different technology and biomass feedstock. These alternatives are under study and will be evaluated during the coming year. Impacts All of the outreach and market development activities conducted to date have led to a determination that amassing the required quantity of acceptable feedstock will be virtually impossible within the SWACO district. There are several reasons including: 1) SWACO “flow control” rule and its impaired financial condition which makes the release of solid waste from being directed to its landfill difficult at best; 2) dynamic shifts in the organic and wood waste market such that the price for wood waste has escalated rapidly, upsetting financial projections for the project; 3) additional sources of competition for available food and wood wastes, driving down potential tipping fees; 4) the decline in natural gas prices, which reduces the value of the products of the demonstration project. The impact of these outcomes leads to a conclusion that this project as currently proposed and located is probably not feasible within the SWACO district. Two options are being explored: 1) relocating the project to another solid waste district in the state of Ohio with more favorable regulations (specifically no waste flow control to local landfills) which should improve the ability to develop feedstock supply contracts or 2) re-purposing the project with a different technology, different biomass feedstock and more valuable outputs. A technical and financial analysis of both of these options is under study and should be concluded in the third quarter of 2011. Publications No publications reported this period |
Dry Fermentation
Generation of Energy from Municipal Solid Waste can be achieved through Dry Fermentation Process of the Solid Waste in anaerobic conditions, in Digesters to generate biogas from the fermentation of waste. The biogas contains 60-65% Methane and is cleaned by passing through Scrubbers and moisture separators before being used as fuel in CHP Units (Combined Heat and Power Units) to generate Electricity.
After being loaded in Digesters, the Digesters are sealed airtight and leachate is sprinkled over the substrate in anaerobic conditions during 3 weeks of retention time required for fermentation.
The Municipal Solid waste is segregated to recover organics for dry fermentation. Dry waste is pre-mixed according to the required structure and undergoes further processing to produce compost after fermentation.
The Advantages of the Process are:
Dry digestion technology
MARTIN has been active as a global player for decades and has made a name for itself in the field of thermally treating residual waste from households and the industrial sector. The focus has always been on recovering the energy content in an environmentally friendly and efficient manner.
Besides residual waste, organic waste also has great potential for the recovery of energy and materials. In view of this, MARTIN offers plants capable of continuously treating organic waste. This results in tailored solutions to ideally exploit the individual potentials for the recovery of the raw materials contained in the various types of waste.
Modern dry digestion plants treat organic waste and organic residues to produce biogas. The biogas can be used to generate green electricity and/or heat in combined heat and power plants or it can be supplied to the natural gas grid following treatment. Dewatering the fermentation residues produces high-grade compost as well as valuable liquid biofertilizers.
Exploiting the full potential of organic waste
The core component of dry digestion plants is the digester, in which the organic waste is treated under anaerobic conditions. The continuous thermophilic process ensures complete conversion of organic waste into biogas and safe hygienization of fermentation residues. For this conversion process, MARTIN uses THÖNI’s plug flow digester on an exclusive basis. Many years of experience in the field of biological waste treatment and continuous further development of the patented digester in the company’s own manufacturing facilities characterize THÖNI as an industry expert.
The process inside the digester is not negatively affected by high amounts of unwanted materials (non-fermentable solids such as plastic bags, stones, etc.) so that both organic and green waste as well as the organic fraction from residual waste can be treated. The digester’s robust design means that throughputs of up to 35,000 Mg/a can be achieved with only one module. Therefore, the THÖNI dry digester makes considerable savings possible during construction and subsequent maintenance.
The exclusive cooperation between MARTIN and THÖNI means the following advantages for you:
- MARTIN’s plant engineering know-how facilitates professional and reliable implementation of entire turnkey plants according to schedule. MARTIN is synonymous with customer-oriented support and service throughout the entire life time of our plants.
- In its capacity as a competent technology partner with the know-how required for the essential process steps of dry digestion, THÖNI ensures that the raw material’s value is fully exploited. The company-owned manufacturing facilities guarantee the high quality of the components.
We are also in a position to combine plants for the dry digestion of organic waste with thermal waste treatment plants. This combination unites material and energy flows and fully exploits the resulting synergies to further increase the ecological and economic efficiency of entire plants – for the good of our environment.